Zdravím
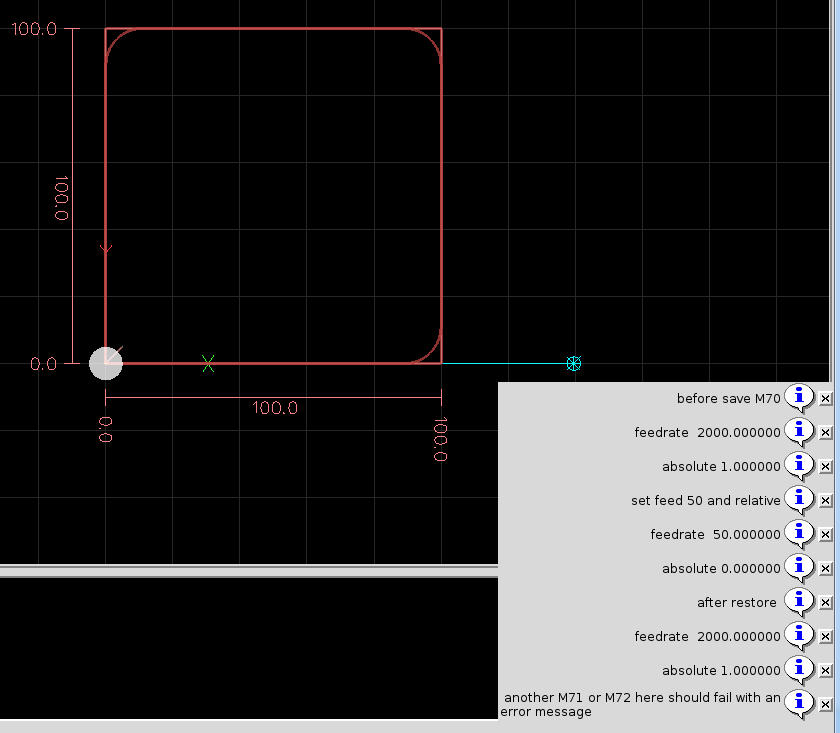
Možná je to prkotina, ale dnes jsem si všiml, že když nahraju Gkód do linuxcnc, tak se mi zobrazí jak má, ale když simuluju pohyb frézky, tak mi ze všech "ostrých rohů" ( i včetně přesunu nástroje ) udělá rádiusy.
Viz obrázk - to je jen pro názornost.
Polohu jsem pouze homoval a pak udělal Touch off 0,0 a vybral G54.
netuší někdo kde by mohly být problém ?
Díky Honza
nechtěné rádiusy
Ještě jsem pro názornost našel toto.
Nahraný G kód je klasický čtverec.
a to se zaoblenými hranami je skutečný pohyb nástroje.
https://forum.linuxcnc.org/media/kunena ... 79/G64.jpg
Nahraný G kód je klasický čtverec.
a to se zaoblenými hranami je skutečný pohyb nástroje.
https://forum.linuxcnc.org/media/kunena ... 79/G64.jpg
{kind=link}
tak si nastuduj funkci G64..a nebo si pořiď pořádnej stroj, řeší se to tady pořád dokola
věčný rýpal,který musí mít poslední slovo, odpůrce low-cost zařízení končících v naprosté většině případů v hromadě šrotu
uživatelé hýbátek, kteří mají z mých příspěvků celoživotní trauma nechť si mé příspěvky VYPNOU
uživatelé hýbátek, kteří mají z mých příspěvků celoživotní trauma nechť si mé příspěvky VYPNOU
v LinuxCNC jsem nováček. Jsem modelář a mou prioritou je stavba modelů letadel atd.
Po frézce jsem vždy toužil a byl to můj sen velký sen ... stavba mi trvala 3 roky, v sobotu jsem na ní poprvé vyřezal nějaký zkušební vzorek.
Možná se ptám zde na fóru pořád hloupě, ale když neumím pojmenovat problém, tak nemůžu vyhledat řešení.
Prostě vidím, že to dělá něco co by nemělo, ale proč to tak je, nevím.
P.S. díky za upozornění, mrknu na to
Honza
Po frézce jsem vždy toužil a byl to můj sen velký sen ... stavba mi trvala 3 roky, v sobotu jsem na ní poprvé vyřezal nějaký zkušební vzorek.
Možná se ptám zde na fóru pořád hloupě, ale když neumím pojmenovat problém, tak nemůžu vyhledat řešení.
Prostě vidím, že to dělá něco co by nemělo, ale proč to tak je, nevím.
P.S. díky za upozornění, mrknu na to
Honza
RaS ti chcel povedať, že na začiatok každého programu treba ručne dopísať napr. G64 P0,03 (toto číslo je požadovaná presnosť)
To zabezpečí, že fréza pôjde po požadovanej dráhe v tolerancii 0,03mm. V rohoch spomalí podľa potreby, aby to zvládla. Neviem prečo, ale primárne je to nastavené na konštantnú rýchlosť so zaoblovaním rohov.
To zabezpečí, že fréza pôjde po požadovanej dráhe v tolerancii 0,03mm. V rohoch spomalí podľa potreby, aby to zvládla. Neviem prečo, ale primárne je to nastavené na konštantnú rýchlosť so zaoblovaním rohov.
když budeš mít slušnou mašinu, která má dynamiku tak to ani v těch rohách nepoznáš. čím pomalejší zrychlení a větší řezná rychlost tím více si ta frézka bude v rozích krátit cestu..
a nebo tam nastavíš natvrdo odchylku ale zase to bude v těch rozích brzdit a bude to cukat...
a nebo tam nastavíš natvrdo odchylku ale zase to bude v těch rozích brzdit a bude to cukat...
věčný rýpal,který musí mít poslední slovo, odpůrce low-cost zařízení končících v naprosté většině případů v hromadě šrotu
uživatelé hýbátek, kteří mají z mých příspěvků celoživotní trauma nechť si mé příspěvky VYPNOU
uživatelé hýbátek, kteří mají z mých příspěvků celoživotní trauma nechť si mé příspěvky VYPNOU
Mašinu mám myslím slušnú, ale kombinácia starých motorov a nových driverov je kompromis, ktorý sa prejavuje presne týmto skracovaním dráhy.
http://www.c-n-c.cz/viewtopic.php?f=15&t=20490
Uvažujem, že časom vymením aj motor na X a Y. Na Z je nový motor cca 10-11Nm a max. zrýchlenie je cca 4000, pôvodné mám na 800.
http://www.c-n-c.cz/viewtopic.php?f=15&t=20490
Uvažujem, že časom vymením aj motor na X a Y. Na Z je nový motor cca 10-11Nm a max. zrýchlenie je cca 4000, pôvodné mám na 800.
Aha. já na doporučení používám drivery EM705 a motory Microcon SX23-2727RaS píše:když budeš mít slušnou mašinu, která má dynamiku tak to ani v těch rohách nepoznáš. čím pomalejší zrychlení a větší řezná rychlost tím více si ta frézka bude v rozích krátit cestu..
a nebo tam nastavíš natvrdo odchylku ale zase to bude v těch rozích brzdit a bude to cukat...
nastavenou akceleraci mam 0,750
Takže jestli to dobře chápu, tak když nastavím akceleraci třeba na 0.2, tak to bude lepší ?
Co se týče řezné rychlosti, tak tu mam 800 mm/min ( to je tak optimální maximum aby e materiál nezačal trhat ) a rychlost přesunu 2400 mm/min. řežu 3 mm topolovku. Jo a fréza 1,2 mm
Když tedy třeba upravím Post Processors Emc2_Arcs_mm.pp pro CUT2D
a do části :
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"%"
"G21 G40 G49 M6 T1"
"G17"
"M7"
"G0[ZH]"
"G0[XH][YH][S]M3"
dopíšu G 64 P0,05
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"%"
"G21 G40 G49 G64 P0,05 M6 T1"
"G17"
"M7"
"G0[ZH]"
"G0[XH][YH][S]M3"
Tak by to mělo automaticky generovat G kod včetně G64 ( abych to nemusel pokaždé ručně do G kodu dopisovat ) ale teď jsem se někdy dočetl, že to může zastavovat frézku.
P.S. Na druhou stranu u vyřezaných dílů je stejně radius od nástroje a je třeba pilníkem rádius vybrousit aby díly do sebe zapadaly. Zítra to zkusím a uvidím. pak sem napíšu jak jsem dopadl.
Zatím všem díky
Honza
a do části :
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"%"
"G21 G40 G49 M6 T1"
"G17"
"M7"
"G0[ZH]"
"G0[XH][YH][S]M3"
dopíšu G 64 P0,05
+---------------------------------------------------
+ Commands output at the start of the file
+---------------------------------------------------
begin HEADER
"%"
"G21 G40 G49 G64 P0,05 M6 T1"
"G17"
"M7"
"G0[ZH]"
"G0[XH][YH][S]M3"
Tak by to mělo automaticky generovat G kod včetně G64 ( abych to nemusel pokaždé ručně do G kodu dopisovat ) ale teď jsem se někdy dočetl, že to může zastavovat frézku.
P.S. Na druhou stranu u vyřezaných dílů je stejně radius od nástroje a je třeba pilníkem rádius vybrousit aby díly do sebe zapadaly. Zítra to zkusím a uvidím. pak sem napíšu jak jsem dopadl.
Zatím všem díky
Honza
V civilizovaných zemích se za desetinný oddělovač považuje tečka, nikoli čárka.Pidrman píše:"G21 G40 G49 G64 P0,05 M6 T1"
V rozích můžeš nechat zajet frézu dovnitř rohu, takže to nebudeš muset brousit. Cut2D to zřejmě bude umět nastavit (hledej něco jako Create Fillets), viz obrázek.
- Rectangle_with_fillets.jpg (1.42 KiB) Zobrazeno 6820 x
-
prochaska
- Sponzor fora
- Příspěvky: 8178
- Registrován: 16. 7. 2006, 12:33
- Bydliště: Praha Bohnice + Roudnice nad Labem
- Kontaktovat uživatele:
Pilníkem né  Buď to dělej jak výše píše Mex nebo uprav celou konstrukci. Teď když máš cnc tak už není problém dělat taky vnější radiusy na protikusu, aby to do sebe zapadlo. Radiusy samozřejmě musí být o trochu větší než je poloměr frézy, aby to při obrábění v koutech nedrnčelo.
Buď to dělej jak výše píše Mex nebo uprav celou konstrukci. Teď když máš cnc tak už není problém dělat taky vnější radiusy na protikusu, aby to do sebe zapadlo. Radiusy samozřejmě musí být o trochu větší než je poloměr frézy, aby to při obrábění v koutech nedrnčelo.
Aleš Procháska
Takže vyřešeno
Do kódu jsem hned na začátek přidal kód G64 P0.02 a jede to jak má
řezná rychlost je stejná jako původně 800 mm/min a posuv jsem nechal 1000 mm/min.
Viz příloha.
Tím to všem děkuji za pomoc a rady
EDIT : jo a dopsal jsem si to hned do Emc2_Arcs_mm.pp
Honza
Do kódu jsem hned na začátek přidal kód G64 P0.02 a jede to jak má
řezná rychlost je stejná jako původně 800 mm/min a posuv jsem nechal 1000 mm/min.
Viz příloha.
Tím to všem děkuji za pomoc a rady
EDIT : jo a dopsal jsem si to hned do Emc2_Arcs_mm.pp
Honza
jenže reálně to už těch 800 v těch rozích nejede.. ale podstatně pomaleji.. nicméně to ničemu nevadí
věčný rýpal,který musí mít poslední slovo, odpůrce low-cost zařízení končících v naprosté většině případů v hromadě šrotu
uživatelé hýbátek, kteří mají z mých příspěvků celoživotní trauma nechť si mé příspěvky VYPNOU
uživatelé hýbátek, kteří mají z mých příspěvků celoživotní trauma nechť si mé příspěvky VYPNOU