
Ahoj,
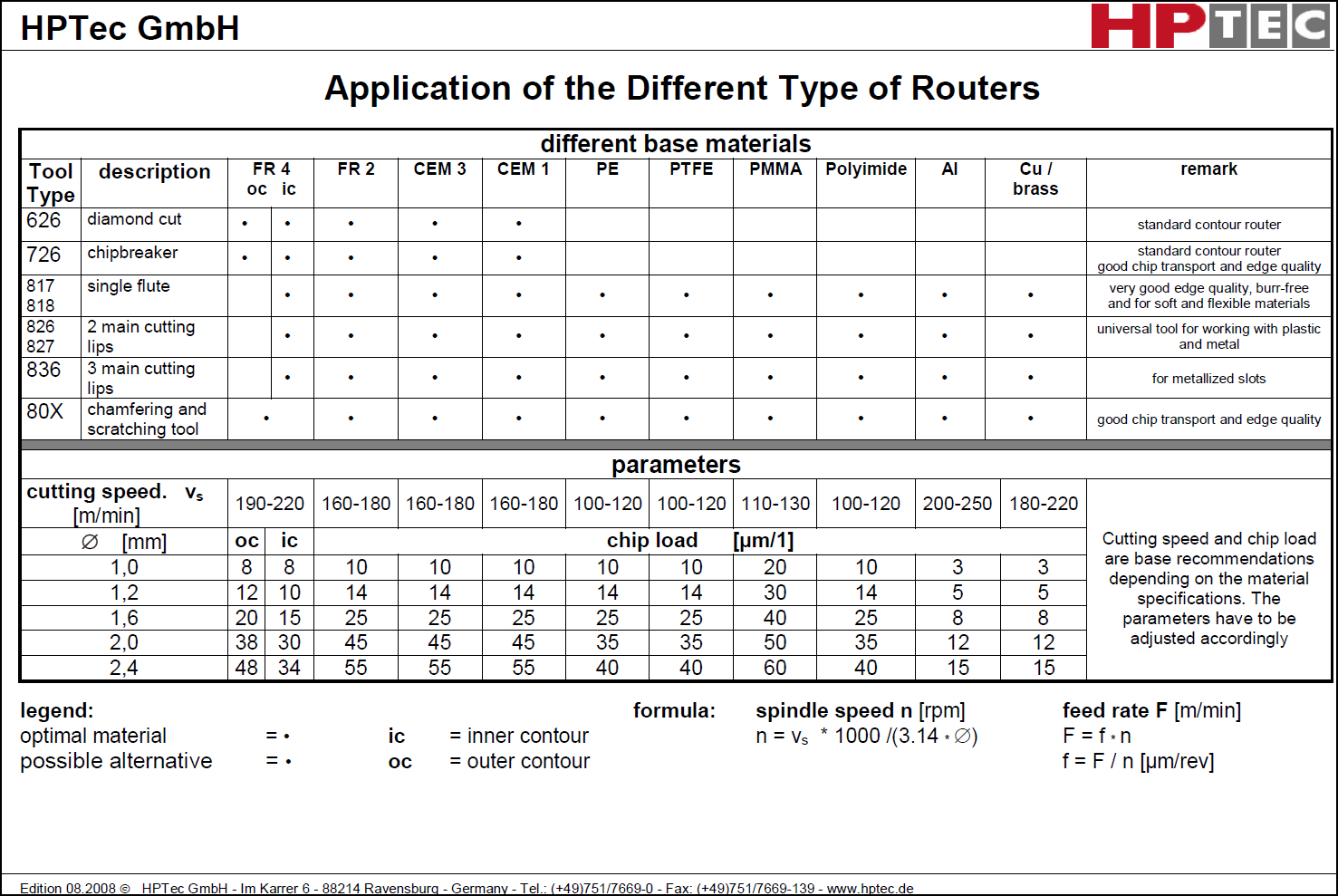
snažím se frézovat otvory do polystyrenové krabičky, používám ebayovou 1mm dvoubřitku, otáčky a posuv jsem určil z této tabulky. PS tam není, použil jsem hodnoty pro PE, vychází cca 30000RPM a F600, což jsem dodržel. Celková tloušťka materiálu je 3.6mm. Hrubý řez jedu po 1mm vrstvách a to tak, že nejdřív plnou drážku s přídavkem 0.6mm a pak odfrézuji ten přídavek (aby vzniklo trochu víc prostoru pro odvod špon z hlubších vrstev). Nesousledně.
Problém je, že se špony natavují na nástroj, vzniká z nich tvrdý útvar, který ničí hranu řezu (už v rámci jedné vrstvy - mezi vrstvami mám pauzu a nataveninu odstraňuju). Nejdřív jsem nechladil vůbec, pak jsem zkusil líh, ale to pomohlo jen trochu.
https://youtu.be/31Tpeyj3etM
https://youtu.be/DmWh0rnjMCM
Co s tím? Počítám, že problém mohou být ty PE hodnoty, slabší nástroj, nevhodné chlazení, případně jestli hraje roli i malá tuhost stroje a obrobku..?
Díky, T.
plastová krabička (polystyrén) - frézování

vyser se na tabulky, dej maly otacky a velky posuv, trik je v tom, ze se ti nesmi zahrat misto rezu
"do řiti se řítíme, ani o tom nevíme.."

-
robokop

- Site Admin
- Příspěvky: 22386
- Registrován: 10. 7. 2006, 12:12
- Bydliště: Praha
- Kontaktovat uživatele:
presne tak
snizit tocky a zvysit posuv
musi to delat jakoby hoblinky
pak to teplo odejde se sponou a k zadnemu natavovani nedojde
na to to chce "rychlou a tuhou" masinu
je to presne ten princip co se tu pri designu masiny porad rika dokola
nektere veci proste nejde dohnat tim ze das malou sponu pripadne velky tocky
snizit tocky a zvysit posuv
musi to delat jakoby hoblinky
pak to teplo odejde se sponou a k zadnemu natavovani nedojde
na to to chce "rychlou a tuhou" masinu
je to presne ten princip co se tu pri designu masiny porad rika dokola
nektere veci proste nejde dohnat tim ze das malou sponu pripadne velky tocky
Vsechna prava na chyby vyhrazena (E)
Dík všem. Měl by někdo nějaké ověřené hodnoty? S 2mm frézou se mi to nedělo ani na sucho, na 1mm jsem přešel kvůli požadavku na malé rádiusy v rozích (a lenosti dělat to dvěma nástroji, kterou asi teď překonám). Chlazení vodou s JARem by tu mělo smysl (tip pro frézování plexi)?
Má tento materiál nějaké specifičtější značení?
Já jsem nepoužil malou šponu a velké točky, abych něco dohnal, ale proto, že takové hodnoty mi pro vybraný nástroj vyšly. Nicméně PE a PS je asi dost rozdíl, bohužel pro PS se mi nedaří nic najít, všechno vede na pěnový PS (možná to není náhoda).robokop píše:je to presne ten princip co se tu pri designu masiny porad rika dokola
nektere veci proste nejde dohnat tim ze das malou sponu pripadne velky tocky
Má tento materiál nějaké specifičtější značení?
mimooborová naplavenina • kolowratský zázrak™ • NPS • GCU • HirthCalc • ncDP.ino
zkus to jednobritou, pripadne to budes muset jet na vic hloubek, ona ta triska bude docela velka a dvobritka na ni nema dost mista, prakticky musis docilt toho, aby triska odletala z rezu a na stenach nevznikaly nataveniny, smir se s tim, ze to pojedes tou dvoubritkou treba i po 0,3mm, pac i kdybys mel mnohatunovou, super tuhou masinu s rychlosti svetla, tak to lip nepujde
"do řiti se řítíme, ani o tom nevíme.."
-
prochaska
- Sponzor fora
- Příspěvky: 8163
- Registrován: 16. 7. 2006, 12:33
- Bydliště: Praha Bohnice + Roudnice nad Labem
- Kontaktovat uživatele:
Možná, že ta 1mm fréza není už z výroby dost ostrá. To se u menších nástrojů stává, zkus jiný typ/dodavatele.
Polystyrénu je spousta variant, ale velký rozptyl v řezných parametrech bych nečekal. Prostě to vyzkoušej, v tabulkách bývají pro termoplasty často naprosté nesmysly. Já bych začal na S8000 F200 a postupně zvyšoval F dokud to půjde a pak současně F i S dokud se nezačne zalepovat fréza.
Polystyrénu je spousta variant, ale velký rozptyl v řezných parametrech bych nečekal. Prostě to vyzkoušej, v tabulkách bývají pro termoplasty často naprosté nesmysly. Já bych začal na S8000 F200 a postupně zvyšoval F dokud to půjde a pak současně F i S dokud se nezačne zalepovat fréza.
Aleš Procháska
Kamsi jsme vyrazili, stíhal jsem jen takovou rychlovku. Feed jsem nechal na 600mm/min, ap jsem změnil na 0.3mm a různě měnil otáčky (postupně 15k / 20k / 12k / 24k / 30k RPM). Změnil jsem i směr posuvu.
Asi je ta fréza tupá, že? Každopádně nízké ap velmi pomohlo, asi je to cesta pro mě.
T.
Asi je ta fréza tupá, že? Každopádně nízké ap velmi pomohlo, asi je to cesta pro mě.
T.
Naposledy upravil(a) Thomeeque dne 6. 8. 2017, 1:56, celkem upraveno 1 x.
mimooborová naplavenina • kolowratský zázrak™ • NPS • GCU • HirthCalc • ncDP.ino
-
prochaska
- Sponzor fora
- Příspěvky: 8163
- Registrován: 16. 7. 2006, 12:33
- Bydliště: Praha Bohnice + Roudnice nad Labem
- Kontaktovat uživatele:
Místy to už vypadalo lépe (5:30) ale ta fréza asi nebude zrovna výlupek ostrosti. Zkus raději třeba trojku až čtyřku a došmrdlat kouty tou jedničkou.
Aleš Procháska

{kind=link}
Takhle jsem krouhal krabku já. Parametry by šly jistě zlepšit, ale toto byl prostě první pokus a hned celkem použitelnej - hrana ostrá bez otřepů.
Otáčky S = 12000 [ot/min]
Posuv Vf = 800 [mm/min]
"Hrubování" Dvoubřit D=2mm
Dokončení (hlavně kvůli rožkům) Jednobřit D=1mm
Frézy nové = ostré (HPTec - žádnej ťaman)
Otáčky S = 12000 [ot/min]
Posuv Vf = 800 [mm/min]
"Hrubování" Dvoubřit D=2mm
Dokončení (hlavně kvůli rožkům) Jednobřit D=1mm
Frézy nové = ostré (HPTec - žádnej ťaman)
Ahoj,
běžně obrábíme plastové výrobky od f.krabičky.cz,takže stejný nebo podobný plast.
Zásadně jednobřité frézy,malé průměry 1-3mm berem od f.cncshop,dříve sme objednávali přímo z usa,
teď se to navyplatí(problémy s kde jakým prdem-na traně cz,dlouho to trvá)
pr. - 1 mm
ot. - 9.000 - 11.500 ot.min (vř.teknomotor-2kw nebo 0.75kw
posuv - Z - 5-10mm/s , XY - 8-15mm/s
úběr - 1mm
směr - sousledný
ofuk - vzduch,ledničkové kompresor
video bohužel nemám
Hanések
běžně obrábíme plastové výrobky od f.krabičky.cz,takže stejný nebo podobný plast.
Zásadně jednobřité frézy,malé průměry 1-3mm berem od f.cncshop,dříve sme objednávali přímo z usa,
teď se to navyplatí(problémy s kde jakým prdem-na traně cz,dlouho to trvá)
pr. - 1 mm
ot. - 9.000 - 11.500 ot.min (vř.teknomotor-2kw nebo 0.75kw
posuv - Z - 5-10mm/s , XY - 8-15mm/s
úběr - 1mm
směr - sousledný
ofuk - vzduch,ledničkové kompresor
video bohužel nemám
Hanések
Opět díky všem. Mám tu pár zánovních (asi) značkových 1.60mm dvoubřitek, tak jsem to vzal jednou z nich. F1000, 15600RPM (posuv je "tabulkový", točky cca 80%-ní), ap jsem nechal na těch 0.3mm, hlavně kvůli vibracím krabičky (obzvlášť kvůli tomu velkému otvoru jsem byl opatrný, to se na tom zmetku už nedalo pořádně ověřit). Určitě by se to dalo výrazně zefektivnit, ale já šel na jistotu, kamarád už se po tom dost ptal 
Díky, T.
Děláte něco proti vibracím samotné krabičky, pokud jedete takto z vrchu, vyztužujete je nějak?HANESEK píše:Ahoj,
běžně obrábíme plastové výrobky od f.krabičky.cz,takže stejný nebo podobný plast.
Díky, T.
mimooborová naplavenina • kolowratský zázrak™ • NPS • GCU • HirthCalc • ncDP.ino