Je to naprostý nesmysl.Koch píše:Omluvám se nevšiml jsme si SZ.
Pro případ, že bychom zůstali u metody tváření. Dal jsem do kupty tuto představu
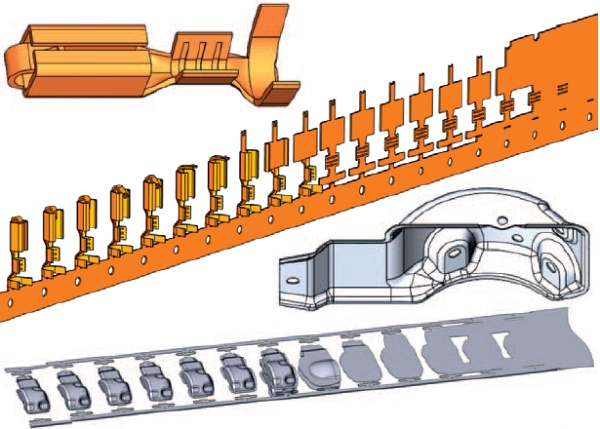
1. Naohybat 4mm trubicku délky přes celou délku 37mm viz obrázek
a) vtlačenim do 4mm "lože" pomocí 3.5mm "hřidele" vyrobime prvnich 180 stupnu
b) pomoci bočních ohybacich elementu přidáme dalších 2x45stupnu
c) tlakem posledního "tvořítka" dohneme konce plechu
Není to žádný můj výmysl takto seo běžně vyrábí podobní věci. Vzhledem k síle pechu by neměl být problém toto relizovat na jednom relativně jednoduchém i ručním lise.
2. 3.5mm čast
a) již hotovou 4mm trubicku nasadit na 3.5 a 3mm jadro
b) stejným postupem jako v kroku 1 přerazit 25mm dlohou čast na požadovaný průměr 3,5mm
Druhou možností je že k přetvoření v druhém kroku dojde pomocí tlaku postupně se zužujícího kužele v ose turbičky. To zřejmě používá čínský výrobce originálu ,soudím tak podle mirne deformace na přechdu z 4mm na 3,5mm které vzniká tlakem v ose "trubičky".
Připadá vám to jako nesmysl nebo možný výrobní postup?

V první řadě, důležitá je seriovost - pokud těch dutinek chceš stovky kusů, tak na nějaký tváření z plechu rovnou zapomeň - dobrá startovní seriovost by byla s šesti
A i tak se to dělá naprosto jinak, postupovým nástrojem, zásadně z pasu, obvykle na rychloběžném postupovém lisu. Srolování je na několik operací, dokud výlisek stále "visí" na sloupcích v pasu.
Pokud toho chceš stovky kusů, tak podle mě jediným možná schůdným řešením je vzít skutečný výkres na finální dílec (ne ty omalovánky, co jsi sem dal) a zkusit to poptat u nějakého výrobce konektorů. V čechách jsou, use goggle please. Myšlenka, že Ti to ubastlí někdo kdo má akorát dlouhotočný automat, je dopředu prohraná bitva - protože ty finální dutinky budeš muset nějak napovrchovat, včetně předúpravy pod galvanizaci a hlavně je budeš muset udělat z vhodné mosazi, což v běžné automatárně s takovou mikro seriovostí bude opět fatální problém.




{kind=link}