Koupený jako nefunkční, za to solidně vybavený.
Po přivezení jsem ho zkoušel rozjet. Osa X má nové servo, funguje. Osa Z měla vadné servo, bylo plné vody, po vyčištění funguje. Bohužel to vypadá že někdo přepsal motorové konstanty a osa se po pohnutí rozkmitá a spadne. Pokud někdo ví jak se dostat v systému Sinumerik System 3 tak bych to ještě zkusil.
Poháněné nástroje se netočí- nejspíš něco zatuhlé v hlavě.
Koník jezdí. Vřeteno se točí, je krásně tiché, maximálně 6000ot/min.
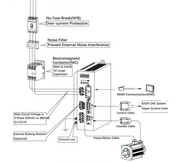
Nejspíš bude přestavba na linux. Pohony plánuji čínu SZGH ( https://www.szghauto.com/product/102.html ) i pro vřeteno. Dohromady za 4x750W servo + 3,7kw vřetenové servo to vychází na 35 tisíc i s dopravou. Řízení plánuju analog, odměřování rovnou ze šroubu. Jsem zvědavý jak pujde v Linuxu nastavit řízení C osy a frézování.