Ke stejnému výsledku jsem se zatím dohrabal při tom odvalování i já:
Odvalování kuželového soukolí
-
jova

- Příspěvky: 2510
- Registrován: 2. 11. 2007, 1:40
- Bydliště: Chýnov to je kousek od Tábora
- Kontaktovat uživatele:
Řekněme, že Steamer to dělá jedním z možných způsobů jak se dostat k nějakému tvaru napodobující to kuželové kolo. Už z principu je to, ale také špatně. Jde o to, že kuželové kolo má na svém obvodu zuby ve velikosti modulu například 1 a u svého středu v modulu 0,5. Takže pokud použiješ frézu, která nedokáže měnit velikost modulu při tom řezu a to obyčejná modulová fréza nedokáže, nikdy nevytvoříš zuby, které do sebe budou přesně zapadat a jejich vzájemný styk, by tvořil přímku. Ono to nějak fungovat bude, ale styk zubů bude tvořit více méně jen bod, který bude v místě toho zubu, odpovídající velikosti modulu použité frézy.
Ke stejnému výsledku jsem se zatím dohrabal při tom odvalování i já:
Ke stejnému výsledku jsem se zatím dohrabal při tom odvalování i já:
jistě - protože používá modulovou frézu a tou to pak projede tak, aby to šlo nějak do sebe.rawen píše: ↑29. 11. 2020, 6:09 Jedině si zahrát na zákazníka - vážného zájemce a nechat si poslat podklady k nabízeném bazmeku. Parli italiano?
Radek
P.S.: Streamer to taky dělá blbě? http://steamer.cz/dil_kola.html
O nějakém odvalu po celé délce zubu nemůže být ani řeč.
Používá klasickou náhražkovou dělící metodu, kdy frézuje kotoučovou modulovou frézou zubovou mezeru. Jakousi "proměnlivost" modulu dosahuje "zanořením" či vynořením profilu nástroje do materiálu. S matematicky správnou definicí kuželového kola z učebnice to má jak již bylo řečeno výše pramálo společného. Tedy natvrdo řečeno je to také špatně, byť je to nejspíš jakž takž použitelné.rawen píše: ↑29. 11. 2020, 6:09 Jedině si zahrát na zákazníka - vážného zájemce a nechat si poslat podklady k nabízeném bazmeku. Parli italiano?
Radek
P.S.: Streamer to taky dělá blbě? http://steamer.cz/dil_kola.html
Ten italskej zázrak pochopitelně taky negeneruje správný tvar ozubení.
Zkoušel jsem nějak modelovat vznik zubové mezery a ta metoda s vykláněním vřeteníku by fungovala. Pokud by se vyráběla OBĚ kola, bude sice proměnný úhel záběru modulu // pro modul 1 a šířku ozubení 5 mm konkrétně 0,47°// ale to by vadit nemělo protože jinak vzniká profil dokonalý a tato odchylka je na obou kolech stejná - tedy to ničemu nevadí.
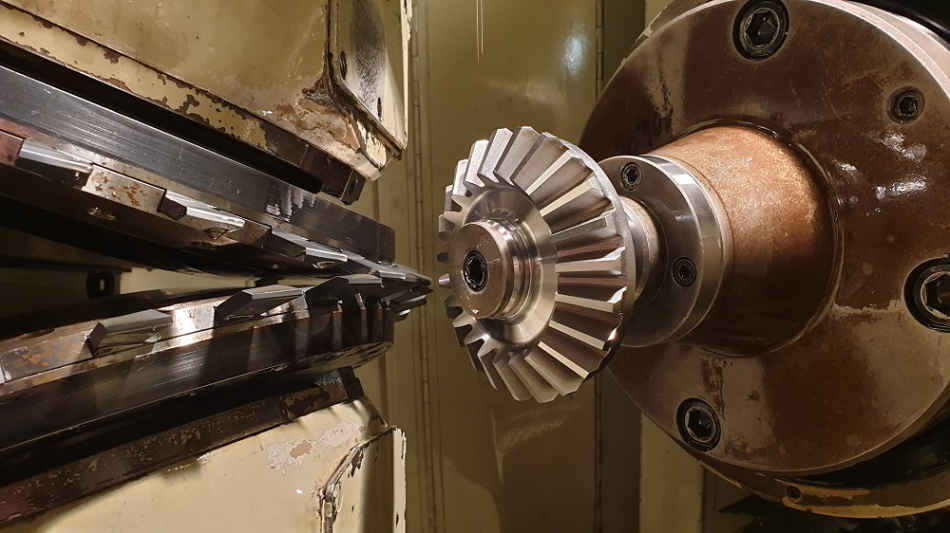
Trochu k tomu svádí i snímek z toho videa na trubce :
Prostě mi připadá, že ten vřeteník JE vykloněný. Samosebou musí být vykloněný o základní úhel šroubovice nástroje.
Další možnost je, že by na velkém průměru kola osciloval vřeteník s nástrojem v ose Z o hodnotu rozdílu šířky zubové mezery kola. Ta by se směrem k menšímu průměru kola zmenšovala až do nulové hodnoty. Pak by odchylka úhlu záběru ozubení byla ještě menší nežli u předchozí metody. Nástroj by musel mít profil zubu minimálně hluboký jako profil na velkém průměru a na "patě" zubu široký dle modulu na malém průměru. Nejsem si ale jist, zda by se již nemusel nějak korigovat nástroj // počet zubů ??? // aby to ozubení "nežral" kde nemá.
Trochu k tomu svádí i snímek z toho videa na trubce :
Další možnost je, že by na velkém průměru kola osciloval vřeteník s nástrojem v ose Z o hodnotu rozdílu šířky zubové mezery kola. Ta by se směrem k menšímu průměru kola zmenšovala až do nulové hodnoty. Pak by odchylka úhlu záběru ozubení byla ještě menší nežli u předchozí metody. Nástroj by musel mít profil zubu minimálně hluboký jako profil na velkém průměru a na "patě" zubu široký dle modulu na malém průměru. Nejsem si ale jist, zda by se již nemusel nějak korigovat nástroj // počet zubů ??? // aby to ozubení "nežral" kde nemá.

Nevím jestli jsi četl knihu "V soukolí okřídleného šípu".
Ten pán tam zmiňuje, že se začal zabývat kuželovými soukolími, protože je to těžké a on se tak stane nepostradatelným.
Ale ty se tím neživíš...
Ten pán tam zmiňuje, že se začal zabývat kuželovými soukolími, protože je to těžké a on se tak stane nepostradatelným.
Ale ty se tím neživíš...
Nabídněte mi, prosím, formy na PET lahve z limonádoven i pivovarů (i kovošrotu).
-
jova
- Příspěvky: 2510
- Registrován: 2. 11. 2007, 1:40
- Bydliště: Chýnov to je kousek od Tábora
- Kontaktovat uživatele:
To Milan 199:
Co jsem tak vypozoroval a vyčetl z patentů, např. zde,
https://worldwide.espacenet.com/patent/ ... DDE571096C
těch systémů bude zřejmě několik. Buď se to řeší „kolísáním otáček“, oscilací toho vřetena nahuru/dolu… Z toho důvodu ten nástroj není kruhový po celém obvodu, ale je to vždy jen výseč, aby byl čas se vrátit na počáteční hodnotu.
Podle mě to, ale ten systém Italů vůbec neřeší, proto je patní mezera na větším průměru mnohem širší než by měla být. Stejnou mezeru to odvaluje i mě když začnu odvalovat správný modul na nejmenším průměru.
Vřeteník musí být skutečně vykloněný podle sklonu šroubovice toho nástroje, to je základ.
Mohl by jsi mi vysvětlit, jak jsi to myslel dál? Jestli jsem tě pochopil, tak by se ten vřeteník musel vyklopit tam a zpět při jedné otočce vřetena a to ještě nastavovat ten rozkmit v návaznosti na tom, v jaké šířce kola by jsi byl.
Co jsem tak vypozoroval a vyčetl z patentů, např. zde,
https://worldwide.espacenet.com/patent/ ... DDE571096C
těch systémů bude zřejmě několik. Buď se to řeší „kolísáním otáček“, oscilací toho vřetena nahuru/dolu… Z toho důvodu ten nástroj není kruhový po celém obvodu, ale je to vždy jen výseč, aby byl čas se vrátit na počáteční hodnotu.
Podle mě to, ale ten systém Italů vůbec neřeší, proto je patní mezera na větším průměru mnohem širší než by měla být. Stejnou mezeru to odvaluje i mě když začnu odvalovat správný modul na nejmenším průměru.
- zuby3.jpg (14.56 KiB) Zobrazeno 1831 x
Mohl by jsi mi vysvětlit, jak jsi to myslel dál? Jestli jsem tě pochopil, tak by se ten vřeteník musel vyklopit tam a zpět při jedné otočce vřetena a to ještě nastavovat ten rozkmit v návaznosti na tom, v jaké šířce kola by jsi byl.
Tak složitě jsem to nemyslel. Když si pro zjednodušení představíš, že by se to frézovalo kotoučovou frézou tak jejím naklopením se "zvětší" její šířka. Tedy na velkém průměru bude vykloněná nejvíc // také se úhel záběru modulu změní do + //.
Ta oscilace v Z ose // při konfiguraci na obrázku // by způsobila totéž jenom s menší změnou úhlu záběru.
Ale nepromýšlel jsem synchronizaci na otáčku. Nástroj by jel po "sinusovce" jejíž amplituda by se od velkého průměru kola k malému zmenšovala. Tohle si umím představit řešit i mechanicky.
-
mstreicher
- Příspěvky: 589
- Registrován: 30. 9. 2017, 10:08
- Bydliště: Zichovec
- Kontaktovat uživatele:
Omlouvam se za OT. Uplne nahodou jsem se dnes dival na to hrozne stare vyukove video o hoblovani, kde se vyrobe ozubeni kuzeloveho kola venovalo dost casu. I kdyz je asi metoda jina, nez zde diskutovana, zaujalo mne nekolik zpusobu obrazeni, kde se kombinovalo nekolik pohybu najednou. Samozrejme rucne nebo mechanicky. Moc zajimave.

{kind=link}
Na konci poznávacího procesu je omyl zcela vyvrácen a my nevíme nic. Zato to víme správně.
-
jova
- Příspěvky: 2510
- Registrován: 2. 11. 2007, 1:40
- Bydliště: Chýnov to je kousek od Tábora
- Kontaktovat uživatele:
To co popisuješ, by bohužel taky nefungovalo. Pokud by jsi použil modulovou frézu a dodatečně jí naklápěl, tak boční křivku, danou velikostí modulu, nezměníš. Prostě frézou v modulu 0,5 neuděláš modul 1 a naopak. A pokud by jsi to dělal frézou lichoběžníkového profilu, musel by jsi to stejně, jako při tom obrážení, neustále po každém průchodu pootáčet, abys tam dostal tu evolventu.Milan199 píše: ↑29. 11. 2020, 8:06Tak složitě jsem to nemyslel. Když si pro zjednodušení představíš, že by se to frézovalo kotoučovou frézou tak jejím naklopením se "zvětší" její šířka. Tedy na velkém průměru bude vykloněná nejvíc // také se úhel záběru modulu změní do + //.
Ta oscilace v Z ose // při konfiguraci na obrázku // by způsobila totéž jenom s menší změnou úhlu záběru.
Ale nepromýšlel jsem synchronizaci na otáčku. Nástroj by jel po "sinusovce" jejíž amplituda by se od velkého průměru kola k malému zmenšovala. Tohle si umím představit řešit i mechanicky.
Problém při odvalování kuželových kol není nutnost zvětšovat šířku zubní mezery, ale naopak jí udržet i při stoupajícím průměru stejně širokou, nebo nepatrně se rozšiřující. Ta spirálová odvalovací fréza má nějaké stoupání. To stoupání je vlastně modul a když se vynásobí počtem zubů, dostane se roztečná, patní i hlavová kružnice. Pokud, ale tou frézou budu při tom samém nastavení, frézovat větší průměr kuželového kola, už jí nemohu zanořit do té samé hloubky. Fréza se pak začne zařezávat do zubové mezery mnohem dříve a mnohem déle jí bude opouštět. Výsledkem je pak mnohem širší patní mezera. Ital to neřeší, proto se mu ta patní mezera rozšiřuje mnohem více než hlava zubu, ti lepší to v jistých mezích, eliminují složitějším strojem, který tam zřejmě přidává další pohyby.
-
jova
- Příspěvky: 2510
- Registrován: 2. 11. 2007, 1:40
- Bydliště: Chýnov to je kousek od Tábora
- Kontaktovat uživatele:
Ano je to jeden ze způsobů jak se dopracovat ke správnému profilu. Bohužel v mých podmínkách nerealizovatelnýCjuz píše: ↑29. 11. 2020, 9:38 Tak tohle by správně být mělo, že?
https://genera-broumov.cz/file/sff81-10 ... onvoid.jpg
jistě - taky to správné je.Cjuz píše: ↑29. 11. 2020, 9:38 Tak tohle by správně být mělo, že?
https://genera-broumov.cz/file/sff81-10 ... onvoid.jpg
Problém akorát je v tom, že ta mašina neumí malé moduly, ty hlavy jsou velké a složité - mají vsazené zuby - takže jsou drahé (nástroj) a hlavně se musí brousit v přípravku v složeném stavu (hlava se osadí nožema, pak naostří a to se dělá tak dlouho, dokud nože nejsou malé - na výměnu). Mašina se neseřizuje zrovna jednoduše a tím, že ty hlavy jsou velké, tak musí být velká a tuhá - takže i malá mašina, na "malý" kola je skutečně velká. Výhodou je, že to umí modifikovaný bok (soudek), produktivita výborná.
Na kusovku mizerie, na serií ovšem klasické a běžně používané řešení.
Když budeš potřebovat 20 000
Nerozumíme si ! O modulové fréze není řeč - vlákno je o odvalování.jova píše: ↑29. 11. 2020, 10:37To co popisuješ, by bohužel taky nefungovalo. Pokud by jsi použil modulovou frézu a dodatečně jí naklápěl, tak boční křivku, danou velikostí modulu, nezměníš. Prostě frézou v modulu 0,5 neuděláš modul 1 a naopak. A pokud by jsi to dělal frézou lichoběžníkového profilu, musel by jsi to stejně, jako při tom obrážení, neustále po každém průchodu pootáčet, abys tam dostal tu evolventu.Milan199 píše: ↑29. 11. 2020, 8:06Tak složitě jsem to nemyslel. Když si pro zjednodušení představíš, že by se to frézovalo kotoučovou frézou tak jejím naklopením se "zvětší" její šířka. Tedy na velkém průměru bude vykloněná nejvíc // také se úhel záběru modulu změní do + //.
Ta oscilace v Z ose // při konfiguraci na obrázku // by způsobila totéž jenom s menší změnou úhlu záběru.
Ale nepromýšlel jsem synchronizaci na otáčku. Nástroj by jel po "sinusovce" jejíž amplituda by se od velkého průměru kola k malému zmenšovala. Tohle si umím představit řešit i mechanicky.
Problém při odvalování kuželových kol není nutnost zvětšovat šířku zubní mezery, ale naopak jí udržet i při stoupajícím průměru stejně širokou, nebo nepatrně se rozšiřující. Ta spirálová odvalovací fréza má nějaké stoupání. To stoupání je vlastně modul a když se vynásobí počtem zubů, dostane se roztečná, patní i hlavová kružnice. Pokud, ale tou frézou budu při tom samém nastavení, frézovat větší průměr kuželového kola, už jí nemohu zanořit do té samé hloubky. Fréza se pak začne zařezávat do zubové mezery mnohem dříve a mnohem déle jí bude opouštět. Výsledkem je pak mnohem širší patní mezera. Ital to neřeší, proto se mu ta patní mezera rozšiřuje mnohem více než hlava zubu, ti lepší to v jistých mezích, eliminují složitějším strojem, který tam zřejmě přidává další pohyby.
Všechny přímky na kuželovém přímém ozubení se musí protnout v bodě průniku os obou kol.
Tedy i patní mezera se musí zužovat / rozšiřovat.
Má-li zub nástroje lichoběžníkový profil, musí být hlubší nežli profil zubu na velkém průměru kola a zároveň užší nežli zubová mezera na malém průměru kola.
Měnící se modul potom nahradíš Z oscilací nebo vykloněním. Ten nástroj pro odval kuželových kol má neúplnou spirálu zubů // možná i // právě proto aby stoupáním nebyl pevně definován modul. /// tady si nejsem jist, budu to muset nějak nakonstruovat ///
Oni ty nástroje by se daly nahradit malými monolitickými, ale pokud to dobře počítám, tak minimum je 7 spojitě řízených os a dost fajnová mašina. Asi by se dala vyrobit v malém, ale nikdo to nezaplatí.milan584 píše: ↑30. 11. 2020, 5:36jistě - taky to správné je.Cjuz píše: ↑29. 11. 2020, 9:38 Tak tohle by správně být mělo, že?
https://genera-broumov.cz/file/sff81-10 ... onvoid.jpg
Problém akorát je v tom, že ta mašina neumí malé moduly, ty hlavy jsou velké a složité - mají vsazené zuby - takže jsou drahé (nástroj) a hlavně se musí brousit v přípravku v složeném stavu (hlava se osadí nožema, pak naostří a to se dělá tak dlouho, dokud nože nejsou malé - na výměnu). Mašina se neseřizuje zrovna jednoduše a tím, že ty hlavy jsou velké, tak musí být velká a tuhá - takže i malá mašina, na "malý" kola je skutečně velká. Výhodou je, že to umí modifikovaný bok (soudek), produktivita výborná.
Na kusovku mizerie, na serií ovšem klasické a běžně používané řešení.
Když budeš potřebovat 20 000přímých kol, modul 3, ideální řešení.
Na tu kusovku stačí 4 osá CNC frézka a kotoučová úhlová fréza 20°. Produktivita je ovšem bídná - co si vybavuji tak kolečko M1, 20Z, C45 trvalo tak 15 min.
milan584 píše:
Obávám se (znám to z práce), že je to přesně naopak, dělá to 100% -ní geometrii a je to velmi pomalé
jak při práci tak i při seřizování, udělat na tom 20000 ks je mimo realitu, a protože
obrábí ostrou hranou, tak ani povrch nic moc.
Pro série jsou metody Klingelberg a Gleason - eloidy a paloidy,
tam je produktivita úplně jinde, a viděl jsem na nějaké prezentaci
celokarbidové povlakované monolity - hlavy pro Gleason (jen pro menší kola),
tak to musí být skutečný fičák.
Kód: Vybrat vše
produktivita výborná.
Na kusovku mizerie, na serií ovšem klasické a běžně používané řešení.jak při práci tak i při seřizování, udělat na tom 20000 ks je mimo realitu, a protože
obrábí ostrou hranou, tak ani povrch nic moc.
Pro série jsou metody Klingelberg a Gleason - eloidy a paloidy,
tam je produktivita úplně jinde, a viděl jsem na nějaké prezentaci
celokarbidové povlakované monolity - hlavy pro Gleason (jen pro menší kola),
tak to musí být skutečný fičák.