Když myslíšMilan199 píše: ↑30. 11. 2020, 6:06Oni ty nástroje by se daly nahradit malými monolitickými, ale pokud to dobře počítám, tak minimum je 7 spojitě řízených os a dost fajnová mašina. Asi by se dala vyrobit v malém, ale nikdo to nezaplatí.milan584 píše: ↑30. 11. 2020, 5:36jistě - taky to správné je.Cjuz píše: ↑29. 11. 2020, 9:38 Tak tohle by správně být mělo, že?
https://genera-broumov.cz/file/sff81-10 ... onvoid.jpg
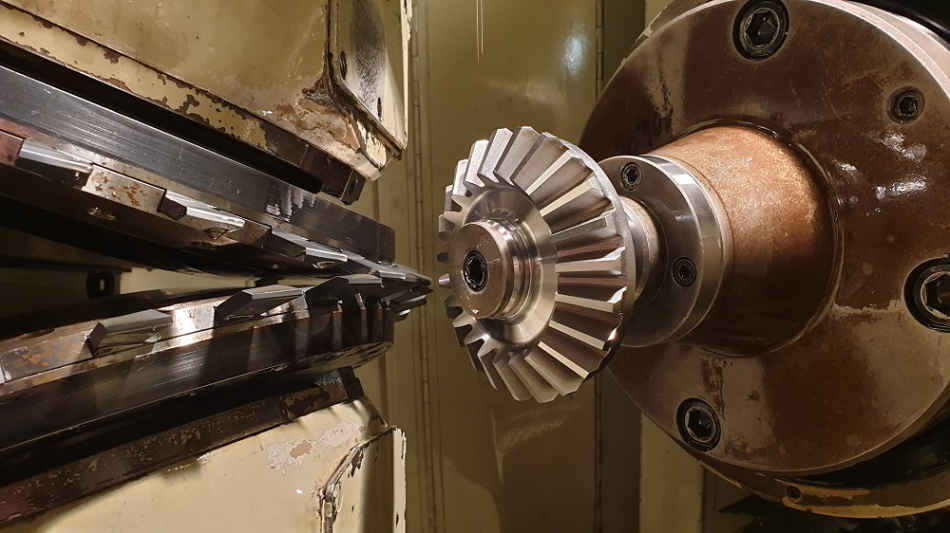
Problém akorát je v tom, že ta mašina neumí malé moduly, ty hlavy jsou velké a složité - mají vsazené zuby - takže jsou drahé (nástroj) a hlavně se musí brousit v přípravku v složeném stavu (hlava se osadí nožema, pak naostří a to se dělá tak dlouho, dokud nože nejsou malé - na výměnu). Mašina se neseřizuje zrovna jednoduše a tím, že ty hlavy jsou velké, tak musí být velká a tuhá - takže i malá mašina, na "malý" kola je skutečně velká. Výhodou je, že to umí modifikovaný bok (soudek), produktivita výborná.
Na kusovku mizerie, na serií ovšem klasické a běžně používané řešení.
Když budeš potřebovat 20 000přímých kol, modul 3, ideální řešení.
Na tu kusovku stačí 4 osá CNC frézka a kotoučová úhlová fréza 20°. Produktivita je ovšem bídná - co si vybavuji tak kolečko M1, 20Z, C45 trvalo tak 15 min.
Ony totiž ty hlavy nemají "rovný" bok - aby vznikla modifikace profilu.
Jinak samozřejmě na těch hlavách celkem nic složitého není - akorát, že musí být nabroušený s adekvátní přesností a geometrií - a to na BN102
Mj, na ty hlavy byla jednoúčelová bruska (mašina) , jednoúčelový přípravek na kontrolu a přípravek na měření (jestli je hlava jak má být).
Každý v ceně.....raketa.

{kind=link}