Tak neviem či nebudem do budúcna potrebovať nový kontakt na pravidelnú výrobu takýchto dielov.
S dielmi som dopadol takto

To si pamätám vetu že z "CNC budú diely presné"
Tak tu sú tie presné diely:



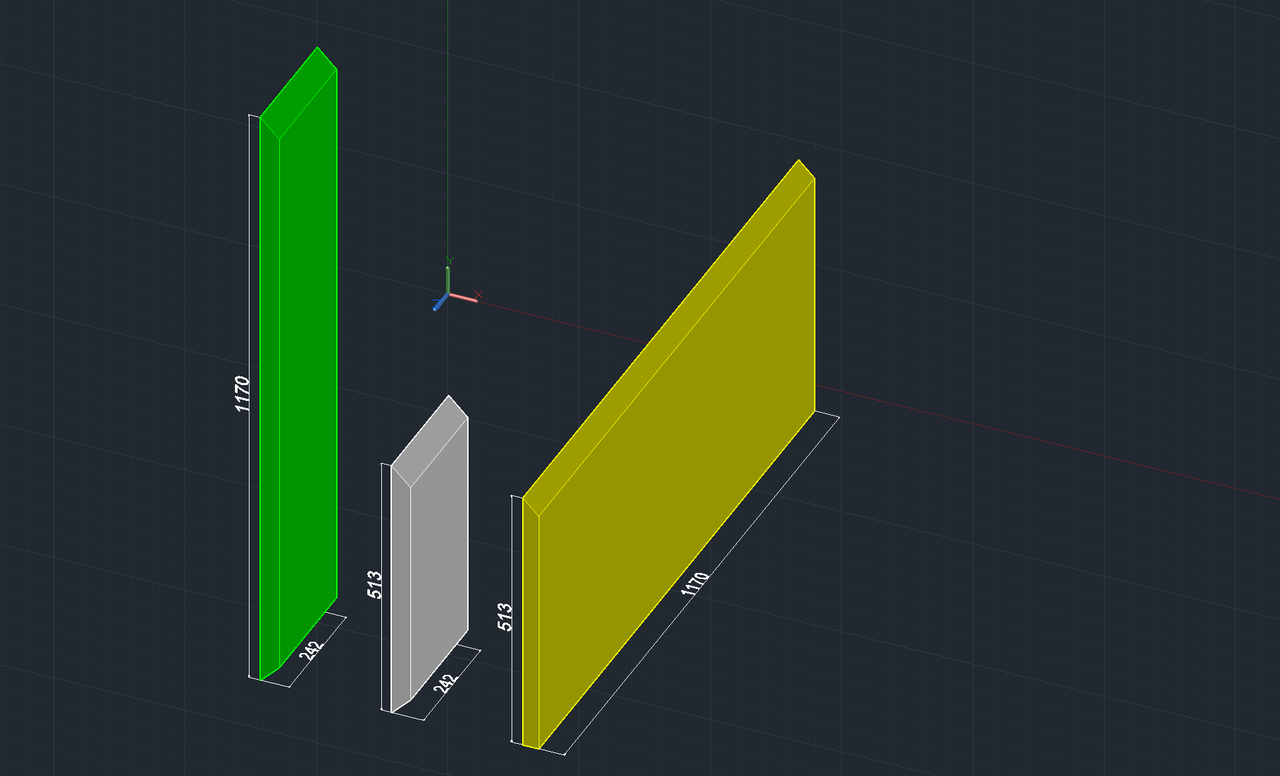
Takže to zapustenie/drážka mala mať 2mm. Ako je vidieť tak na miesto toho rozmer skáče od cca 1,5mm do 4,2mm. Blbé je že material má 32mm a ak kolíše drážka tak kolíše aj hrábka celého dielu a ten je vidieť.
Bohužial tých dielov je 12 a rozmery kolíš tak že aj keby som prižmúril oko nad 0,3mm tak z tých 12 dielov by išlo použiť 1 či 2. Ono v každom rohu je iný rozmer... Nie len že diely niesu zhodné ale každé strana/roh toho istého dielu má iný rozmer...
Další problém:


Ako je vidieť okraj mal mať 45°. Na miesto toho má občas 45° + rovinu cca 1mm pod uhlom 90°. Tak a najväčší extrém sú diely kde rovno celý 1mm chýba.
môj kolega mal nápad nafotiť to ešte takto:



________________________________
A to sa nechcem stažovať. Pán ma tiež nahovoril na úžšie drážky v dieloch... Napriek tomu že MDF mala hrúbku tušim presne 18mm, čo som nečakal... Tak diely išlo zložiť len s kladivom. Bol som rád že som to po 1 či 2 hodinách nejako nastrkal do seba.
Kontrolovať všetky rozmery a dalšie chyby ma ani nenapadlo. Nečakal som iné chyby. Hovoril som si že proste nesedia drážky...
Samozrejme by to takto vôbec nešlo zlepiť. To lepidlo by stuhlo skôr než by som to vôbec zložil... Nestažoval som sa a všetky drážky som prefrézoval. Tie drážky som práve počítal a je ich v celku na všetkých dieloch 468 a frézoval som ich z oboch okrajov takže 936 frézovaní. Zabralo mi to cca 14 dní. Hornou frézou, nanovo trafiť každý jeden okraj/rozmer na oboch stranách... Nekonečné centrovnie... Takmer 2000 nameriavaní a násobne viac docentrovávaní... Ale hovoril som si, moja chyba, nemal som sa na užšie drážky dať nahovoriť a pánovi som to sice spomenul ale so slovami že to sa stáva, nabudúce to urobíme lepšie... Hornú frézu mám...
Ani som sa nestažoval že drážky sú už od oka totálne vyosené...


Dúfam že sa k tomu pán s CNC takmer po mesiaci postaví ako správny chlap a tieto príšerné diely vyrobí na vlastné náklady znovu. (Stačí tie hrubé kde je 45° skosenie...) Ja bohužial niesom kúzelník a niesu to diely na latrínu.
Nechápem ako sa mohlo stať že os Z na CNC má byť v hlbke 2mm ale na miesto toho skáče od 1,5mm do 4,2mm.