Poslušně hlásím pokroky.
Podařilo se mi nastavit osy a už to i homuje tak jak má. Kupodivu to vypadá, že jsem i trefil stoupání závitů a převodové poměry od.
Co se týká encoderu, tak se hodnoty skutečně mění u obou řádků position a velocity.
SUF16CNC přestavba el-tek

-
josef.polasek
- Příspěvky: 62
- Registrován: 13. 8. 2022, 11:23
To zatím neřeším.
Po tom pokusu s tím enable, kdy jsem otočil s tím motorem mě na té ose vybouchl kondík na driveru a tak jsem po kontrole zapojení usoudil, že enable není dobrý nápad a pokud budu řešit manuální pohyb os na soustruhu, tak elektronicky pomocí encoderů.
Jinak invert u dir osy z funguje.
Po tom pokusu s tím enable, kdy jsem otočil s tím motorem mě na té ose vybouchl kondík na driveru a tak jsem po kontrole zapojení usoudil, že enable není dobrý nápad a pokud budu řešit manuální pohyb os na soustruhu, tak elektronicky pomocí encoderů.
Jinak invert u dir osy z funguje.
-
josef.polasek
- Příspěvky: 62
- Registrován: 13. 8. 2022, 11:23
Při tom zkoušení toho enable zda není obráceně jsem vytáhl motor osy x a zkoušel jsem pootočit hřídelkou, abych zjistil, kdy jde do motoru napájení. Přitom jsem párkrá s motorem skutečmě pootočil. Pak jsem stroj vypnul a na druhý den jsem šel něco nastavovat v linux cnc, stroj jsem zapnul a po cca pěti minutách, kdy se se strojem nehýbalo, ale bylo zapleé napájení a já resil něco na počítači kondík osy x bouchnul.
Po vymene driveru vse jede jak má.
Co jsem hledal na netu, tak to není první pripad, kdy čínský driver šel do křemíkového nebo po tom co se zatočilo s motorem manuáně. a
A nebo jsem měl jen smůlu na vadný kus.
-
josef.polasek
- Příspěvky: 62
- Registrován: 13. 8. 2022, 11:23
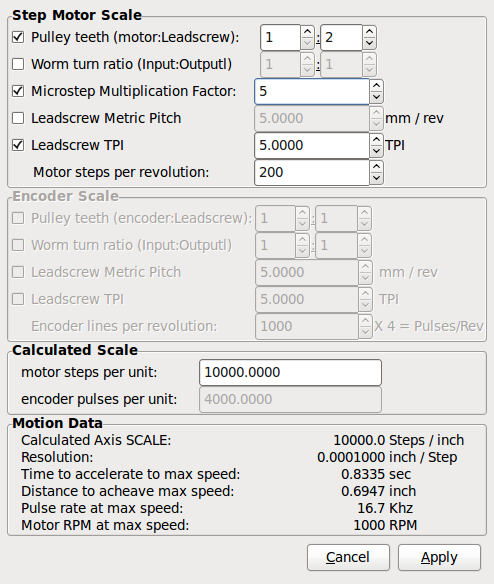
Dokáže prosím někdo poradit jak se počítá počet pulsů na mm u krokových motorů.
Pokud totiž nastavím parametry pncconf, tak osy y se posune na 10mm o 9,6mm a osa x na 10mm o 12,2mm potřeboval bych nastavení ověřit výpočtem ale nevím jak se to počítá
Šroub osy x má stoupání 3mm převod mezi motorem x šroubem je 12x30 zubů
Šroub osy x má stoupání 4mm převod mezi motorem x šroubem je 10x15 zubů
Pokud totiž nastavím parametry pncconf, tak osy y se posune na 10mm o 9,6mm a osa x na 10mm o 12,2mm potřeboval bych nastavení ověřit výpočtem ale nevím jak se to počítá
Šroub osy x má stoupání 3mm převod mezi motorem x šroubem je 12x30 zubů
Šroub osy x má stoupání 4mm převod mezi motorem x šroubem je 10x15 zubů

{kind=link}
-
josef.polasek
- Příspěvky: 62
- Registrován: 13. 8. 2022, 11:23
200 pulzů na otáčku a mikrokorokování 8 tedy 1600 mikrokroků.
Nicméně jsem provedl korekci a mám na ose y momentálně nastaveno stoupání 5,005 mm, takže jsem asi špatně změřil stoupání šroubu a na ose x 2,986 mm a podle budíku mikrometru to při posuvu 5mm sedí naprosto přesně.
Při posuvu o 0.1mm - 1mm je odchylka 0.01-0.02 mm což mi přijde docela v pohodě. Větší rozsah jsem nezkoušel protože mám mikrometr s rozsahem 10mm.
Ten vzoreček výpočtu se ale určitě bude hodit pro ověření a do budoucna.
200 [celých kroků na otáčku motoru] * 8 [mikrokroků na celý krok] * 30 [zubů na šroubu] / 12 [zubů na motoru] / 3 [mm/otáčku šroubu (stoupání šroubu)] = 1333.33333333 steps per mm
mimooborová naplavenina • kolowratský zázrak™ • NPS • GCU • HirthCalc • ncDP.ino
-
josef.polasek
- Příspěvky: 62
- Registrován: 13. 8. 2022, 11:23
-
josef.polasek
- Příspěvky: 62
- Registrován: 13. 8. 2022, 11:23
Tak jsem tu opět s prosbou.
Když dám například příkaz M3S100, tak reálně má soustruh 315 otáček podle pyvcp i podle měření externim digitálním otáčkoměrem.
Může mě někdo prosím nasměrovat co mám špatně?
Děkuji.
Když dám například příkaz M3S100, tak reálně má soustruh 315 otáček podle pyvcp i podle měření externim digitálním otáčkoměrem.
Může mě někdo prosím nasměrovat co mám špatně?
Děkuji.
Nooo, takhle na dálku se to špatně zjišťuje.
Předpokládám, že tam nemáš maximální otáčky 120000 rev/min ???
To si oprav.
Na motoru máš 2845 rev/min a na vřeteni 1168 rev/min.
Zkusil bych nastavit maximální otáčky a změřit napětí na analogovém vstupu měniče:
svorky 6-4 - referenční napětí
svorky 6-5 - řídící napětí
+ zjisti skutečné otáčky.
Od tohoto se půjde odpíchnout dále.
Předpokládám, že tam nemáš maximální otáčky 120000 rev/min ???
To si oprav.
Na motoru máš 2845 rev/min a na vřeteni 1168 rev/min.
Zkusil bych nastavit maximální otáčky a změřit napětí na analogovém vstupu měniče:
svorky 6-4 - referenční napětí
svorky 6-5 - řídící napětí
+ zjisti skutečné otáčky.
Od tohoto se půjde odpíchnout dále.
LinuxCNC - MESA 7i96
zz912.webnode.cz
zz912.webnode.cz