dovla píše: ↑11. 9. 2025, 12:43
Aké používate výmenné plátky na vnútorný nôž na bežnú oceľ - 11373 / 11600 ?
Letovaných SK nožov mám dosť, ale nemám brúsku na nabrúsenie, a ani prax v brúsení , tak som kúpil nejaké čínske držiaky napr. S12M SCLCR a k tomu boli plátky CCMT120404 . Ale tie plátky to je hotová tragédia. S 1 plátkom som dokázal pretočiť iba 1 dieru pr.20mm dlhú 50 mm. Špička sa drala ako keby bol plátok z másla vyrobený. A to som bral triesku max. 0,5mm, posuv 0,5mm a otáčky som skúšal od 450-1200 . Viac otáčok mi pri 6kW elektromotore nezvládnu poistky.
Vďaka za radu.
no,
- v první řadě - když napíšeš, že jsi točil díru a měl kudlu pod osou, tak už nemusíš psát vůbec nic. To je totiž pro jakýkoli nůž do díry (zejména SK) sázka na jistotu - fatální poblém.
- v druhé řadě - chtělo by to jasně definovat na čem jsi to točil - protože bude DOST nepatrný rozdíl, jestli to byla MN80 a nebo SU50 (na jeden motor). Píšeš ale 6kW, takže automaticky počítám, že jsi to protáčel na tý SU50.
- v třetí řadě - chtělo by to napsat, jak ta díra v tý 373 má vypadat - zejména z hlediska tolerance - opět bude zcela zásadní rozdíl, jestli chceš vytvořit "otvor" (díra s jakýmkoli rozměrem, kam půjde vsunout

cokoli s rozměrem menším než těch 20mm), nebo díru s tolerancí -0.2 a slušným povrchem a nebo třeba 20H6.
- v čtvrté - dát do jedné skupiny obrobitelnosti (tj. stejné geometrie nástroje) 11373 a 11600 je naprostý nesmysl - 11373 je katastrofické bláto, 11600 (díky vyššímu obsahu uhlíku) je naopak obrobitelná celkem dobře a je hlavně nesrovnatelně tolerantnější v případě nevhodné geometrie nástroje.
Bez toho viz výše, nelze smysluplně odpovědět, jakákoli odpověď je pak zákonitě obecný nekonkrétní plk z ynternetu.
------
Teď k té zvolené destičce a držáku.
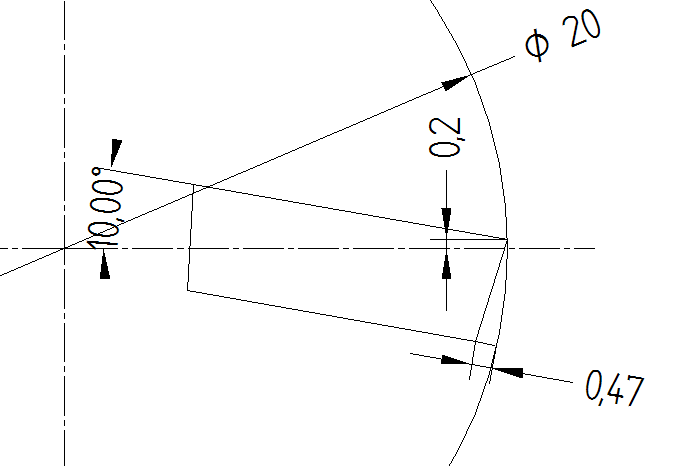
V prvé řadě je pro hloubku třísky 0.5mm posuv 0.5mm na 373 čistá sabotáž. Radius destičky 0.5, na 373 v díře, při realizovatelných (vzhledem k tuhosti držáku - pro délku díry 50mm) posuvech a přisuvech opět čistá sabotáž - tady máš nakreslený co ti tam vzniká a můžeš si zkusit představit, jak asi tak se tam ten drát (pro posuv 0.5) a "tangenciální okap" (pro posuv 0.1) může (do toho minimálního prostoru) smotat. V podstatě je tříska od destičky s radiusem 0,4 při hloubce třísky 0,5 úplně stejná, jako od kruhové (!) destičky průměr 0,8.
 Zobrazeno 5720 x")
Navíc si nakresli, kam díky tomu radiusu 0.4 bude směřovat výslednice řezných sil - bude to nejspíš daleko nevhodnější, než kdybys měl úhel nastavení 45°. 11373 je etalonový bláto (ryzí peklo), dělá souvislou třísku, má tendenci se zadírat a matlat, v dlouhý díře průměr 20 jí na konvenčním soustruhu nerozlámeš, ani kdyby ses rozkrájel. Výsledek pak zákonitě musí být (a je) fatální životnost destičky, díra jako po zlodějích. Navíc je další zásadní problém v tom, že komunální držák SCLCR12 a destička 0602 má pro malé díry kompromisní geometrií (což na moderní numerice tak nějak dokážeš přežít), ale na konvenční mašině nemáš sebemenší šanci - na tak blbým materiálu jako je 373 to dohnat řeznýma podmínkama. Opět viz obrázek - první je s sklonem 0° - pak ti ovšem u destičky s 7° vyjde dole vůle cca 0.05mm (což je nepoužitelně málo), proto destička v běžným držáku je skloněná o těch 10˚ - aby nedřela dole - pak je dole vůle už použitelná, ovšem zase pro změnu je pak blbě (víc než kompromisně) geometrie břitu vůči kusu - rve to tu souvislou třísku do materialu místo toho aby se mohla motat do volného prostoru.
 Zobrazeno 5720 x")
- sclcr_10_02.png (7.78 KiB) Zobrazeno 5720 x
Navíc tohle všechno se znásobuje tím, že pro ty řezné podmínky, co jsi schopen udělat má ta destička v té díře špatný (nevhodný) tvar utvařeče - místo toho co tam je bys potřeboval klasický žlábek tak cca R1.5 a hlavně jen u hlavního břitu a ne okolo celého radiusu ostří. Samozřejmě opět si můžeš pomoci destičkou, co bude mít správnou geometrií, ale pak rovnou zapomeň, že si jí koupíš na nějakým AliExPrsu a navíc bude stát raketu. I tak ale furt budeš omezený tím SCLCR držákem (jeho šroubkem - polohou lůžka).
Další věc - normální povlakované destičky na ocel jsou relativně tupé (jsou obvykle omílané - což je pro povlakování a moderní řezné podmínky nutné), takže na 373 prostě na rozdíl od ostrého pájeného nože neřežou. Můžu si sice pomoci tím, že použiju ostrou destičku (typicky ty na dural), ovšem potom mám pro změnu nevhodnou geometrií - na dural a nevhodný typ karbidu - takže životnost je opět napikaču.
Prostě s komunálním držákem a komunálníma destičkama - s tím na konvenční mašině a 373 neuděláš nic. Nějak to hlodat bude, vždy ale blbě.
Takže jestli to chceš protočit co nejlevněji a bezproblémově (samozřejmě s nižšíma řeznýma podmínkama), tak si vezmi radeco, nebo maximku, tu nabruš na obyčejným elektritu tak, jak to má vypadat do díry průměr 20mm, délka 50mm (tj. NE jako ta CCMT), mázni řezným olejem (v nouzi jakýmkoli smysluplným) a protoč to. 2 minuty broušení, dvě až tři minuty na díru, cena nic. Přísuv podle průřezu kudly (tj. něco mezi 1-2mm), posuv aby to nekmitalo, radius co nejmenší, odhadem max. tak 0.2mm nebo i jen ťukanec 0.2x45°. Pokud máš na mašině hydrol, tak můžeš použít hydrol, ale musí to téct a ne kapat, pak můžeš jít i s podmínkama na HSS o dost vejš. Nůž nebude stát skoro nic (protože na numerice s radecem nebo maximkou už nikdo nedělá), pro běžnýho ynternetovýho destičkovýho odborníka to HSS taky nemá cenu, protože ani netuší, proč a k čemu je takový nůž výtečný.
Pokud to chceš protočit skutečně rychle ale mírně dráž, tj. produktivně, tak použij pájený nůž s rozumnou (viz výše) geometrií a nebo destičku, ale opět s geometrií pro 373 v díře. Čas bude tak třetina až polovina, životnost SK nože tak o řád větší než HSS. V první případě to předpokládá mít rozumnou brusku na SK, v druhém skutečně pořádnou brusku na SK a nebo si ty destičky nechat zákaznicky nabrousit někde, kde to umí. Pro běžnýho kutila je varianta dva (custom destičky) naprosto neřešitelná.
Pokud chceš mít jistotu, že to půjde špatně, tak použij jakoukoli ccmt 060202, pokud chceš aby to byl opruz prvního stupně, tak jakoukoli ccmt 060204 z hokynářství (obchodu s čímkoli) z číny.
--------------
Na závěr - pokud chceš dobře protáčet díry v 373, musí mít nůž správnou (vhodnou) geometrií a to se nejlíp dozvíš kdekoli mimo ynternetový tlachárny. Kup si pro začátek
https://www.antikvariat-zbraslavice.cz/ ... tl-antonin a nebo navštiv (fyzicky) někoho, kdo je skutečný soustružník, kdo to doopravdy umí a hlavně kdo tuší, jak má vypadat geometrie fungujících nástrojů.
Jo a jinak už teď víš, proč někteří používají na konvenčních mašinách stále pájené nože a nebo i HSS - protože si tam můžeš nabrousit přesně co potřebuješ a nepřekáží ti tam ten šroubek, nevhodný utvařeč, nevhodná geometrie břitu a nebo jiný škodní předmět.

